
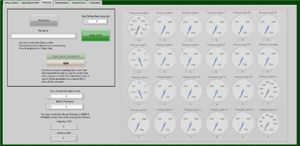
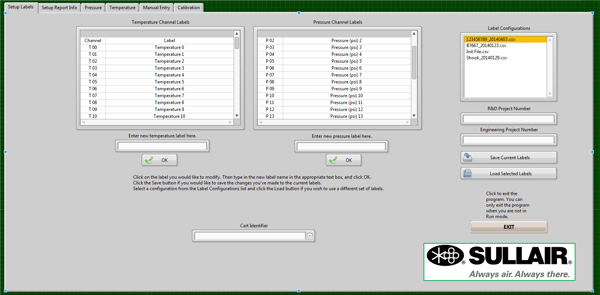
To develop a data acquisition cart, combining existing and new functionality, to calibrate and monitor environmental sensors and test system stability for industrial compressor testing.
Ball Systems developed and delivered customized data acquisition carts to measure industrial compressor performance in order to automate previous manual measurements.
Features:
Benefits:
The new data acquisition carts provide the following:
Hardware and Software:
Ball Systems maintains an expansive array of in-house equipment and immediately available hardware and software platforms; reducing development time to meet critical customer deadlines. Specific components leveraged in developing the solution above included:

Ball Systems creates, develops, and delivers custom test systems and produces comprehensive build-to-print systems for companies that craft or manufacture critical electronic or electromechanical components for aerospace and defense, automotive, and consumer appliance applications.



