
A global manufacturing leader required the design and build of a new standardized test platform and associated product-specific test fixtures. The customer had a series of one-off test systems plus an existing shared platform, but the shared platform was developed with a limited budget and resources, and the system had been pieced together with equipment on hand. The platform needed to be updated to increase efficiency, while also incorporating additional functionality to incorporate the one-off test stations on to the same standard platform.
Ball Systems designed and developed a PXI-based test system that was formed around the customer’s original manufacturing test concept. A Virginia Panel (VPC) mass interconnection system was incorporated to make all signals available for use. A detachable base fixture was designed to interface with removable product specific nests that were custom designed to interface with printed circuit board assemblies (PCBAs). The system was built around a NI PXI chassis, and also included various power supplies and other interface devices.
When manufacturing printed circuited board assemblies (PCBA), getting a proper functional test executed before a product leaves a facility is essential. You need to ensure the product operates as intended and meets all the necessary specifications. Functional test is part of a successful PCBA test plan to confirm its conformance.
But if your business needs to test a wide variety of products - like the customer we were assisting in this case - your manufacturing floor may accumulate a large number of unique or one-off test systems, which can take up unnecessary space and resources. With a universal test system, you can cut down on space on the manufacturing floor, decrease changeover time, and optimize resources. Additionally, by combining multiple test functions into one tester, you don’t need to train operators, engineers, and technicians on multiple systems and possibly require several operators to test your range of products. It also allows for:

Capital Efficiency: Remove the need for obsolete, excess equipment and components and make yourfinancial investments more impactful.
Increased Flexibility: Your existing testers may operate as independent silos of functionality, but a universal system allows an easy way to test additional, future products with minimal new investment and with a faster “time-to-first-test”. One common platform also eases operator and support technician training and improves efficiency of use.
Proper documentation: Instead of operating without documentation, or with inconsistent or substandard documentation every time a different test engineer builds a one-off test machine, the delivery of the right universal system will also include all the design details needed to provide effective understanding by any operator, technician, or engineer – present or future.
In this case, the customer was relocating to a new manufacturing location out of the country so the need for robust documentation was especially crucial. The support staff was not transferring with the system, so we needed to deliver an easy-to-use, reliable, well documented system that wouldn’t rely on tribal knowledge like the previous testers, and would allow new support staff to quickly get up to speed.
For this project, the customer also had one other platform that could test multiple products, but it did not have all the functionality, benefits or ease-of-use that we commonly design into a universal test system. For instance, they had multiple test stations and some test stations tested multiple products, while others were dedicated to only one product. We repackaged all the unique systems into one harmonized test station capable of testing all their products.
Their existing test systems were also designed and developed using a hodgepodge of equipment on hand and thus weren’t designed to maximize system efficiency. Their legacy systems were placed on rolling carts with the test equipment stacked on top each other on a shelf, so it also posed an organization and reliability issue.
“Our challenge was to come in and recreate the systems in a more manufacturing-friendly package. They had dozens of products that were running across a particular tester, and it was critical that the new system be maintainable in order to ensure that their production line runs smoothly.” – Test Engineer Drew Griffith  The result was an easy-to-use test system with increased functionality that could improve efficiency on the manufacturing line. Instead of a rolling cart with stacked equipment, the redesigned system fits into an industry standard 19” rack enclosure, which reduces the space needed and helps keep equipment organized and protected. Two additional AC power supplies were installed in order to support future products. A mass interconnect system was incorporated to allow rapid mating with various fixture bases.
The result was an easy-to-use test system with increased functionality that could improve efficiency on the manufacturing line. Instead of a rolling cart with stacked equipment, the redesigned system fits into an industry standard 19” rack enclosure, which reduces the space needed and helps keep equipment organized and protected. Two additional AC power supplies were installed in order to support future products. A mass interconnect system was incorporated to allow rapid mating with various fixture bases.
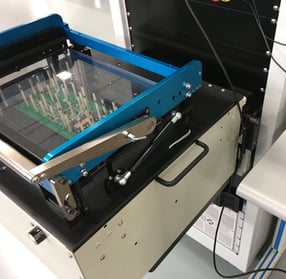
 Fixturing and DUT interfaces: The original system used an 80/20 frame with a pneumatic system that held the fixture in place. A cable had to be manually plugged into the fixture before operation. The new test system uses the base fixture and nest design instead. This allows the operator to quickly place a nest into the base fixture and a personality plate into the overclamp assembly. The technician then merely pulls a lever to engage the mass interconnect system in the base to the fixture nest. This reduces complexity compared to the prior pneumatic setup on the original system, which also helps with maintainability and line changeover times.
Fixturing and DUT interfaces: The original system used an 80/20 frame with a pneumatic system that held the fixture in place. A cable had to be manually plugged into the fixture before operation. The new test system uses the base fixture and nest design instead. This allows the operator to quickly place a nest into the base fixture and a personality plate into the overclamp assembly. The technician then merely pulls a lever to engage the mass interconnect system in the base to the fixture nest. This reduces complexity compared to the prior pneumatic setup on the original system, which also helps with maintainability and line changeover times.
Along with maintainability, the new system included off-the-shelf equipment that wouldn’t require unnecessary custom equipment or cables to be replaced. The NI TestStand software that was developed on the original system was incorporated into the new tester but was adapted for the additional equipment and new nests. To ensure successful implementation, Ball Systems sent a test engineer to the customer’s new facility in Monterrey, Mexico to help set up the system and train the new team. The final universal test system offered: Openness: The new system was delivered with all necessary documentation and design plans required to support the tester and to develop new nests for the tester. The customer had previously made an effort to hold on to all essential documents when they developed one-off testers. Using a third-party vendor for the first time, it was imperative that the test system purchase also include all source code and drawings, so they wouldn’t be locked in to working with a single vendor. And since the customer had previously used LabVIEW software and NI PXI hardware components in their system, it allowed us to easily adapt their one-off testers into the new standard platform. An open architecture allows this customer freedom of ownership if they decide to modify the system in the future.
Openness: The new system was delivered with all necessary documentation and design plans required to support the tester and to develop new nests for the tester. The customer had previously made an effort to hold on to all essential documents when they developed one-off testers. Using a third-party vendor for the first time, it was imperative that the test system purchase also include all source code and drawings, so they wouldn’t be locked in to working with a single vendor. And since the customer had previously used LabVIEW software and NI PXI hardware components in their system, it allowed us to easily adapt their one-off testers into the new standard platform. An open architecture allows this customer freedom of ownership if they decide to modify the system in the future.
Customization and Scalability: The new system also combined both commercial off-the-shelf (COTS) and custom components. That allowed the customer's system to include both specialized applications, but also maximized flexibility and scalability by using as many standard tools as possible. COTS technology allows the customer to save on engineering time and costs and provides the best in class and most cost-effective technology solution and is easier to maintain and upgrade for future expansion. Industry standards ensure that products from different suppliers can communicate and interact together. This system ensured the customer would receive this value.
Time Savings: The modernized all-in-one product tester is an easy-to-use system that greatly increases the customer’s test bandwidth and allows users to quickly set up multiple tests. All the functionality is integrated into one system so test processes and procedures are streamlined and operational efficiency is increased. With this universal test system, the customer has a consistent workflow and user experience that will make it easier and faster to train new operators and technicians.
After the first system was installed in the customer’s facility, the customer soon ordered two additional systems.
Key Test System Requirements:
Benefits
If this case study feels familiar, it’s likely because you’re navigating a similar transition. Ball Systems helps teams move from working test concepts to manufacturing-ready platforms by focusing on bespoke solutions that are repeatable and offer long-term system viability.

Ball Systems creates, develops, and delivers custom test systems and produces comprehensive build-to-print systems for companies that craft or manufacture critical electronic or electromechanical components for aerospace and defense, automotive, and consumer appliance applications.



